






ベンド許容量の計算では、Kファクターとして知られる手法を用います。 Kファクターとは、中立線 (下図のt) の場所の材料厚 (T) に対する比率です。メタルを曲げると、材料の内径は圧縮され、材料の外径は引き伸ばされます。中立線とは、材料が圧縮された状態から引き伸ばされた状態に移る、圧がちょうどゼロの点です。
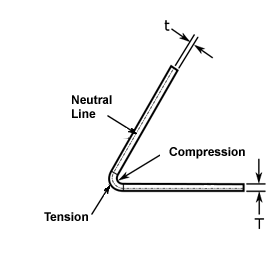
Kファクター = t/T
Kファクターは幾何的な計算手法なので、特定のベンド工程における物理的なファクター (材質、ベンド操作のタイプ、道具など) は考慮しません。このため、特定の設定における実際の Kファクター値を知るには、実際に行ったベンド操作の結果から逆算するしかありません。つまり、メタルを曲げ、結果を計測し、Kファクターを計算します。
SpaceClaim が正しい K ファクターカーブを決定するため、K ファクターを変更したり頻繁にベンドテーブルを変更したりせずに、より正確な結果が得られます。ディフォルトのベンド許容量により、通常のツールと通常のプレスブレーキで作成される通常のベンドでは、正確な結果を得ることができます。基本的なパーツの場合は、ディフォルトの許容量を使用します。特別なケースについては、ベンド許容量テーブルを使用することができます。
以下に、SpaceClaim で使用するディフォルト値の曲線を示します。
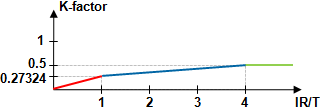
グラフでは、赤色、青色、緑色の 3 つの部分を示しています。>
- 赤の部分は、ベンド半径が材料板厚よりも小さい部分を表します。スチールの圧縮率には物理的な制限があるため、エアベンド工程で板厚よりも小さい半径のベンドをつくることは難しくなります。
- 青色の部分は、内径値が増加したとき、Kファクターは一定とはならないことを示しています。 内径値は、約 0.5 まで増加します。この時点で、内径値は材料板厚の約 4 倍となります。材料をこれ以上引き伸ばすことはできないため、内径値はこれ以上増加しません。 0.5 より大きい Kファクター値は不可能です。
- 緑色の部分は 0.5 で一定であり、これは半径が材料板厚の 4 倍を超えるベンドの中立軸です。
赤色と青色部分の境界点は重要です。この部分は、ベンド半径と材料板厚が等しくなります。通常のベンドでは、逆算によって得られる Kファクター値は次のとおりです。
K = (4-PI) / PI = 0.27324
このことは、プレスブレーキの製造元により確認できます。この値は実際の物理的な結果に基づいているので、通常のベンドに関しては正しいといえます。
お使いの材質と工程について、ベンド許容量テーブルを作成する方法もあります。テーブルに値が埋まったら (一度だけの作業)、テーブルを使用して展開するか、ディフォルト値を使用します。
ストラクチャーツリーのトップレベルで シートメタルデザインを選択すると、[プロパティ]パネルの[シートメタル] グループに [Kファクタータイプ]オプションが表示されます。ディフォルトでは、Kファクタータイプは変数に設定されますが、定数の Kファクターを設定することもできます。
定数 Kファクタータイプオプションには、そのパーツの数値を入力できます。このオプションを使用すると、デザインを他の主要な CAD 機能にマップできます。また、デザインを調整してメーカー独自の標準や公差レベルに合わせることで、さまざまな展開結果を得ることができます。
 |
Kファクターのみを変更する必要があり、これは金属の実際の特性に対応します。 |